 Durable Machinery
Durable MachineryGet Price
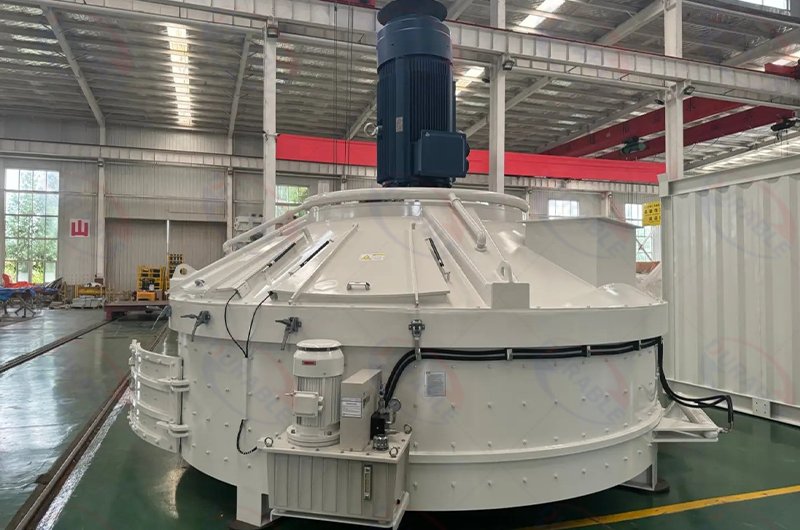
10 Things Buyers Should Know Before Buying a Planetary Concrete Mixer
A planetary concrete mixer is one of the most popular mixing solutions for concrete block factories, paver production plants, precast concrete manufacturers, and decorative concrete product companies.

Its unique mixing action provides excellent material distribution, consistent concrete quality, and reliable production performance.
However, many buyers make expensive mistakes because they focus only on price, mixer capacity, or supplier quotations.
In reality, choosing the wrong mixer can affect production quality, operating costs, maintenance expenses, and long-term profitability.
Before investing in a planetary concrete mixer, there are several important factors every buyer should understand.
Table of Contents
- Why Planetary Mixers Are Becoming More Popular
- 1. Understand Whether a Planetary Mixer Is the Right Choice
- 2. Choose the Correct Mixer Capacity
- 3. Consider the Products You Plan to Manufacture
- 4. Pay Attention to Mixing Quality
- 5. Check Compatibility With Your Production Line
- 6. Understand Maintenance Requirements
- 7. Verify Spare Parts Availability
- 8. Evaluate Automation Compatibility
- 9. Calculate Total Ownership Cost
- 10. Buy for Future Growth
- Decision Guide
- Industry Expert Conclusion
- Frequently Asked Questions
- Related Concrete Production Solutions
- About Durable
Why Planetary Mixers Are Becoming More Popular
Concrete product manufacturers face increasing pressure to improve quality and efficiency.

Meanwhile:
- Labor costs continue rising.
- Competition is becoming stronger.
- Customers expect better products.
- Automation adoption is increasing.
- Quality standards are becoming stricter.
Because of these trends, more manufacturers are upgrading their mixing systems.
Planetary mixers are particularly attractive because they offer:
- Excellent mixing consistency
- Better color distribution
- Reduced material segregation
- Improved product appearance
As a result, they are widely used in modern concrete product manufacturing.
1. Understand Whether a Planetary Mixer Is the Right Choice
Many buyers assume a planetary mixer is automatically the best option.
That is not always true.
Planetary mixers are designed for applications where mixing quality is especially important.
Typical applications include:
- Concrete blocks
- Paver blocks
- Curbstones
- Decorative concrete
- Precast concrete products
If your business focuses on product appearance and consistency, a planetary mixer is often an excellent investment.
However, for high-volume ready-mix concrete production, a Twin Shaft Concrete Mixer may sometimes be a more suitable choice.
2. Choose the Correct Mixer Capacity
One of the most common mistakes is buying the wrong size mixer.
A mixer that is too small can limit future production.
A mixer that is too large can increase:
- Investment costs
- Energy consumption
- Maintenance expenses
Typical Capacity Guide
| Mixer Capacity | Suitable Application |
|---|---|
| 330L–500L | Small Block Factory |
| 750L–1000L | Medium Factory |
| 1500L | Commercial Production |
| 2000L+ | Large Industrial Production |
For most concrete block and paver factories, capacities between 750L and 1500L provide the best balance between productivity and investment.
3. Consider the Products You Plan to Manufacture
Different products require different mixing characteristics.
Concrete Blocks
Consistent moisture distribution is critical for block quality.
Many manufacturers use planetary mixers together with a Concrete Block Machine to improve strength and appearance.
Paver Blocks
Color consistency is extremely important.
Planetary mixers provide excellent pigment distribution throughout the mixture.
Precast Products
Precast concrete requires highly repeatable mixing results.
Decorative Concrete
Appearance often determines product value.
Better mixing generally produces better-looking products.
4. Pay Attention to Mixing Quality
Many buyers compare mixer capacity but overlook mixing performance.
This can be costly.
Poor mixing may cause:
- Uneven moisture distribution
- Product defects
- Color variation
- Reduced strength
- Increased waste
Benefits of High-Quality Mixing
Better mixing often leads to:
- Improved product quality
- Better surface finish
- Reduced rejection rates
- Greater customer satisfaction
5. Check Compatibility With Your Production Line
The mixer should work smoothly with the rest of your equipment.
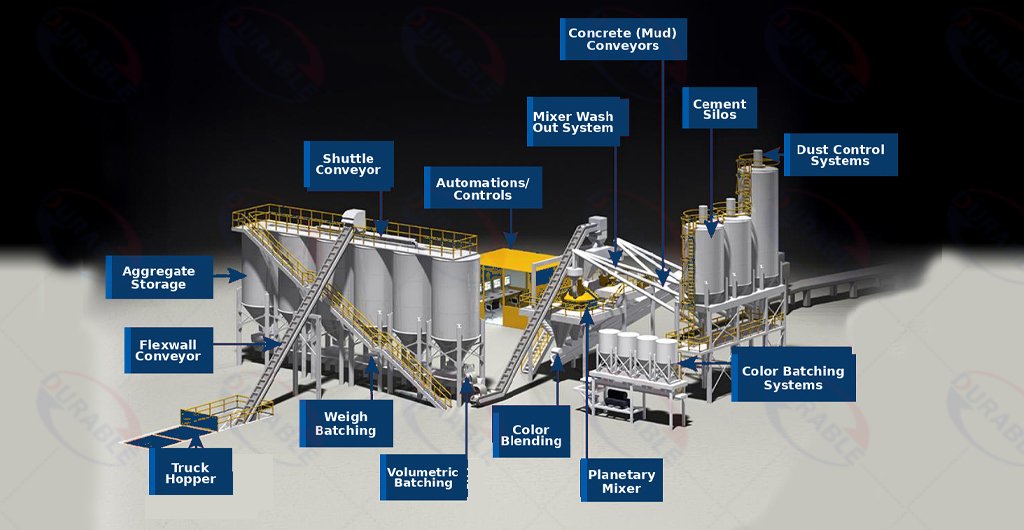
Consider compatibility with:
- Batching systems
- Conveyors
- Aggregate feeding systems
- Cement silos
- Production machines
Many modern factories integrate planetary mixers into a complete Concrete Batching Plant to improve production control and automation.
Future expansion should also be considered during equipment selection.
6. Understand Maintenance Requirements
Maintenance costs can significantly affect profitability.
Before purchasing, ask about:
- Mixing blade lifespan
- Wear liner replacement frequency
- Lubrication requirements
- Maintenance accessibility
Features That Reduce Maintenance Costs
- Durable wear liners
- Easy-access maintenance doors
- Simple lubrication systems
- Replaceable wear parts
Reliable maintenance design helps reduce downtime and improve production efficiency.
7. Verify Spare Parts Availability
Many buyers focus on the machine itself but ignore spare parts support.
This becomes a problem when wear parts need replacement.
Before purchasing, confirm:
- Spare parts inventory
- Delivery times
- Local support availability
Critical Wear Parts
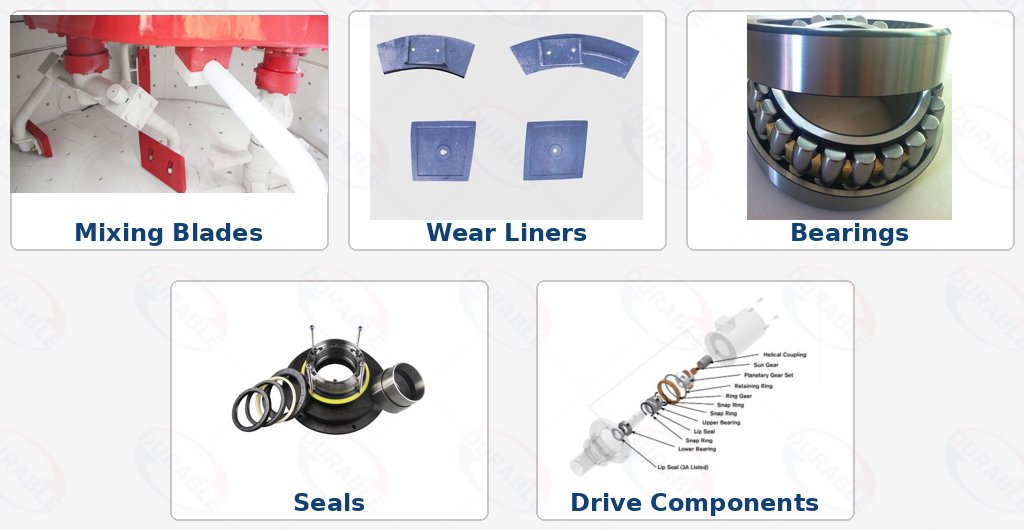
- Mixing blades
- Wear liners
- Bearings
- Seals
- Drive components
Reliable spare parts support minimizes production interruptions.
8. Evaluate Automation Compatibility
Automation is becoming increasingly important in concrete production.
Modern factories aim to reduce:
- Labor requirements
- Production errors
- Material waste
A quality planetary mixer should integrate easily with:
- Automated batching systems
- Material handling systems
- PLC control systems
Many manufacturers connect planetary mixers to a Mobile Concrete Batching Plant or a Stationary Concrete Batching Plant to improve overall efficiency.
9. Calculate Total Ownership Cost
Purchase price is only one part of the investment.
A complete cost evaluation should include:
- Equipment cost
- Energy consumption
- Maintenance expenses
- Wear part replacement
- Labor requirements
Why This Matters
A mixer with a higher purchase price may actually cost less to operate over its lifetime.
Because of this, experienced buyers focus on total ownership cost rather than equipment price alone.
10. Buy for Future Growth
Many factories outgrow their equipment within a few years.
Before purchasing, consider:
- Future production goals
- Potential product expansion
- Automation upgrades
- Market growth opportunities
Smart Investment Strategy
Choose equipment that can support:
- Increased production
- Additional product types
- Future automation
This helps avoid costly equipment replacement later.
Decision Guide
Choose a 330L–500L Planetary Mixer If:
- You are starting a small factory
- Production demand is limited
- Budget is restricted
Choose a 750L–1500L Planetary Mixer If:
- You produce blocks or pavers
- Product quality is important
- Business growth is expected
Choose a 2000L+ Planetary Mixer If:
- Production volume is very high
- Industrial-scale manufacturing is planned
- Automation is a priority
Expert Recommendation
For most concrete block, paver, and precast manufacturers, a 750L–1500L planetary mixer offers the strongest balance between quality, productivity, and ROI.
Industry Expert Conclusion
A planetary concrete mixer can be one of the most valuable investments for concrete product manufacturers.
However, selecting the right mixer requires more than comparing prices.
Buyers should evaluate:
- Capacity requirements
- Product type
- Mixing quality
- Maintenance requirements
- Spare parts support
- Automation compatibility
- Future growth plans
For most block, paver, and precast producers, medium-sized planetary mixers provide the best combination of investment cost, production efficiency, and long-term profitability.
Frequently Asked Questions
Why should I choose a planetary concrete mixer?
Planetary mixers provide excellent mixing quality, superior material distribution, and consistent product performance, making them ideal for blocks, pavers, and precast products.
What size planetary mixer is best for a block factory?
Most block factories achieve excellent results with mixers between 750L and 1500L.
Are planetary mixers better than twin shaft mixers?
For blocks, pavers, decorative concrete, and precast products, planetary mixers often provide better mixing consistency. For large-scale ready-mix concrete production, twin shaft mixers may be more suitable.
How long does ROI usually take?
Many manufacturers recover their investment within 18 to 36 months depending on production volume and market demand.
What is the biggest mistake buyers make?
Choosing a mixer based only on price while ignoring production requirements, product quality, maintenance costs, and future expansion plans.
Related Concrete Production Solutions
If you are planning a complete concrete production project, you may also be interested in:
- Planetary Concrete Mixer
- Twin Shaft Concrete Mixer
- Concrete Batching Plant
- Mobile Concrete Batching Plant
- Stationary Concrete Batching Plant
- Concrete Block Machine
About Durable
Durable provides complete concrete mixing and production solutions for customers worldwide.
Our product range includes:
- Planetary Concrete Mixers
- Twin Shaft Concrete Mixers
- Concrete Batching Plants
- Mobile Concrete Batching Plants
- Stationary Concrete Batching Plants
- Concrete Block Production Equipment
We help customers select equipment based on production requirements, product types, project goals, local conditions, and investment budgets.
Whether you are producing concrete blocks, pavers, precast products, or decorative concrete, our engineering team can help design the right solution for long-term profitability.
Contact Durable today for customized concrete mixing solutions.