 Durable Machinery
Durable MachineryGet Price
How to Choose the Right Planetary Concrete Mixer for Your Plant
Choosing the right planetary concrete mixer is one of the most important decisions when building a concrete production plant. The mixer directly affects product quality, production efficiency, operating costs, and long-term profitability.
In recent years, planetary mixers have become increasingly popular in precast concrete production, paver manufacturing, concrete block production, and other applications that require highly consistent mixing.

However, many buyers focus only on capacity or price.
In reality, selecting the right planetary mixer requires evaluating several factors, including production volume, product type, mixing quality requirements, and future growth plans.
Making the wrong choice can lead to:
- Reduced production efficiency
- Higher operating costs
- Poor product consistency
- Equipment bottlenecks
- Limited future expansion
Therefore, understanding your production requirements before purchasing is essential.
Table of Contents
- Key Industry Facts for 2026
- What Is a Planetary Concrete Mixer?
- Why Are Planetary Mixers So Popular?
- Which Industries Use Planetary Concrete Mixers?
- How to Choose the Right Mixer Capacity
- Planetary Mixer vs Twin Shaft Mixer
- Which Mixer Delivers the Best ROI?
- Common Buying Mistakes
- Decision Guide
- Real Factory Example
- Industry Expert Conclusion
- Frequently Asked Questions
- Related Concrete Production Solutions
- About Durable
Key Industry Facts for 2026
Concrete producers are facing increasing pressure to improve product quality and production efficiency.
At the same time:
- Labor costs continue rising.
- Product quality standards are becoming stricter.
- Customers expect more consistency.
- Automation adoption is increasing.
- Competition continues growing.
Because of these trends, many manufacturers are investing in higher-performance mixing systems.
Today, buyers increasingly evaluate:
- Mixing quality
- Production efficiency
- Product consistency
- Automation compatibility
- Long-term operating costs
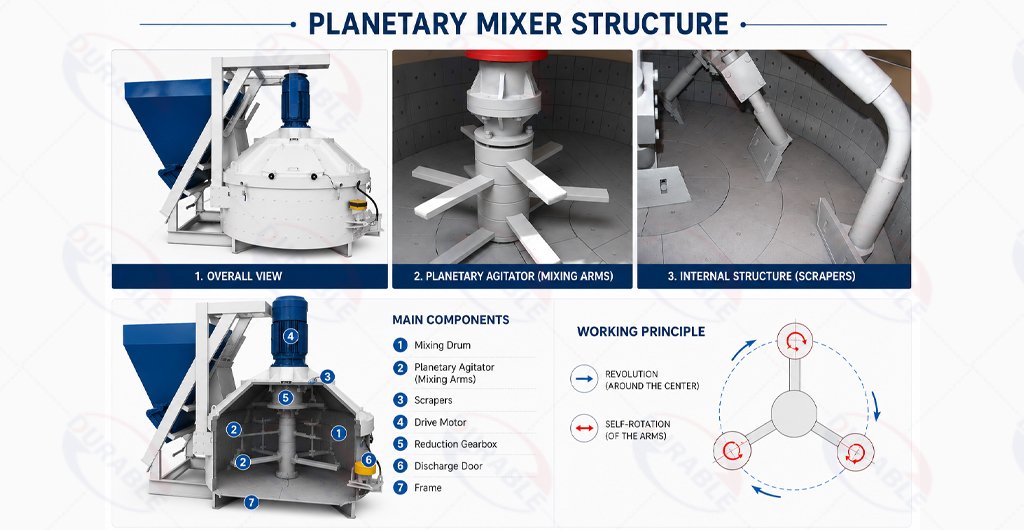
What Is a Planetary Concrete Mixer?
A planetary concrete mixer uses one or more mixing stars that rotate around a central axis while simultaneously rotating on their own axes.
This creates a planetary motion pattern that ensures all materials are mixed evenly throughout the entire mixing chamber.
Unlike traditional drum mixers, planetary mixers eliminate dead zones and improve material distribution.
As a result, they are widely used when product consistency is critical.
Common Materials Mixed
- Concrete
- Mortar
- Dry cast concrete
- Colored concrete
- Precast mixtures
- Specialty construction materials
Common Applications
- Concrete block production
- Paver block manufacturing
- Curbstone production
- Precast concrete plants
- Decorative concrete products
Many manufacturers integrate planetary mixers into a complete Concrete Batching Plant to improve mixing quality and production consistency.
Why Are Planetary Mixers So Popular?
Planetary mixers are growing in popularity because they offer several advantages over conventional mixing systems.
Better Mixing Quality
The planetary mixing action produces:
- Uniform material distribution
- Consistent moisture content
- Better cement coating
- Reduced segregation
Improved Product Appearance
This is particularly important for:
- Pavers
- Decorative blocks
- Colored concrete products
Better Automation Compatibility
Modern production plants increasingly rely on automated systems.
Planetary mixers integrate well with automated production lines and batching systems.
Higher Product Consistency
Consistency helps reduce:
- Product rejection rates
- Material waste
- Customer complaints
Higher Product Consistency
Consistency helps reduce:
- Product rejection rates
- Material waste
- Customer complaints
Which Industries Use Planetary Concrete Mixers?
Planetary mixers are not designed for every application.
However, they excel in industries where product quality is critical.

Concrete Block Production
Planetary mixers provide consistent material distribution for:
- Hollow blocks
- Solid blocks
- Retaining wall blocks
Many producers combine planetary mixers with a Concrete Block Machine to improve block quality.
Paver Block Manufacturing
Paver production requires:
- Uniform color distribution
- Consistent texture
- Stable moisture content
Because of this, planetary mixers are widely used in paver factories.
Precast Concrete Production
Precast manufacturers require:
- Accurate mix consistency
- High-quality concrete
- Repeatable production results
Planetary mixers are particularly suitable for these requirements.
Decorative Concrete Products
When appearance matters, mixing quality becomes extremely important.
Planetary mixers help achieve:
- Better color consistency
- Improved surface finish
- Reduced defects
How to Choose the Right Mixer Capacity
Capacity selection is one of the most important decisions.
A mixer that is too small can restrict growth.
A mixer that is too large may increase investment costs unnecessarily.
General Capacity Guide
| Mixer Capacity | Suitable Application |
|---|---|
| 330L–500L | Small Block Factory |
| 750L–1000L | Medium Production Plant |
| 1500L | Commercial Production |
| 2000L+ | Large Industrial Plant |
For Small Factories
Recommended capacities:
- 330L
- 500L
Best for:
- Startup operations
- Small block plants
- Local suppliers
For Medium Factories
Recommended capacities:
- 750L
- 1000L
- 1500L
These sizes provide strong productivity while maintaining manageable investment costs.
For Large Production Plants
Recommended capacities:
- 2000L
- 3000L
Best for:
- Industrial production
- Large infrastructure supply projects
- High-volume concrete product manufacturing
Planetary Mixer vs Twin Shaft Mixer
Many buyers compare these two mixer types.
Comparison Table
| Factor | Planetary Mixer | Twin Shaft Mixer |
|---|---|---|
| Mixing Quality | Excellent | Excellent |
| Product Appearance | Excellent | Good |
| Dry Cast Concrete | Excellent | Good |
| Precast Production | Excellent | Good |
| High Output Production | Good | Excellent |
| Purchase Cost | Higher | Moderate |
| Maintenance | Moderate | Moderate |
| Automation Compatibility | Excellent | Excellent |
Key Takeaway
Planetary mixers are typically preferred for:
- Pavers
- Blocks
- Decorative products
- Precast concrete
Twin shaft mixers are often preferred for:
- Ready-mix concrete
- High-volume batching plants
Many commercial producers choose a Twin Shaft Concrete Mixer when production volume becomes the primary priority.
Which Mixer Delivers the Best ROI?
ROI depends on production goals.
Small Producers
Smaller planetary mixers often provide faster ROI because investment costs remain lower.
Medium Producers
For many factories, 750L to 1500L models provide the best balance between:
- Cost
- Productivity
- Flexibility
Large Producers
Larger mixers become attractive when:
- Production demand is stable
- Capacity utilization remains high
- Product quality standards are strict
Industry Observation
For most block and paver factories, medium-sized planetary mixers often deliver the strongest long-term profitability.
Common Buying Mistakes
Choosing Based Only on Price
The cheapest mixer often creates higher operating costs later.
Ignoring Future Growth
Production requirements frequently increase over time.
Selecting an Oversized Mixer
Larger equipment increases investment and maintenance costs.
Overlooking Product Requirements
Different products require different mixing performance levels.
Ignoring Automation Plans
Future production upgrades should be considered before purchasing.
Decision Guide
Choose a 330L–500L Mixer If:
- You are starting a small factory
- Production demand is limited
- Investment budget is tight
Choose a 750L–1500L Mixer If:
- You produce blocks or pavers
- Growth is expected
- Product quality is important
Choose a 2000L+ Mixer If:
- Production volume is very high
- Industrial-scale manufacturing is planned
- Future expansion is a priority
Expert Recommendation
For most concrete block and paver manufacturers, a 750L to 1500L planetary mixer offers the best balance between investment cost, production capacity, and ROI.
Real Factory Example
A paver block manufacturer upgraded from a traditional mixer to a 1000L planetary mixer.
After installation:
- Product consistency improved
- Color variation decreased
- Material waste was reduced
- Production efficiency increased
The company recovered its investment within approximately 24 months.
Industry Lesson
Improved product quality often generates greater long-term value than simply increasing production volume.
Industry Expert Conclusion
Planetary concrete mixers remain one of the best choices for concrete product manufacturing in 2026.
They provide:
- Superior mixing quality
- Better product consistency
- Excellent color distribution
- Strong automation compatibility
- Long-term profitability
For most concrete block, paver, and precast producers, a 750L to 1500L planetary mixer provides the strongest balance between investment cost, production efficiency, and future growth potential.
Frequently Asked Questions
What is a planetary concrete mixer used for?
Planetary mixers are commonly used for concrete blocks, pavers, precast products, decorative concrete, and other applications requiring high mixing quality.
Are planetary mixers better than twin shaft mixers?
For pavers, blocks, and decorative concrete products, planetary mixers often provide better mixing consistency. For large-scale ready-mix concrete production, twin shaft mixers may be more suitable.
What size planetary mixer should I choose?
Most concrete product factories achieve excellent results with capacities between 750L and 1500L.
Why are planetary mixers used in paver production?
They provide uniform color distribution, consistent moisture content, and better product appearance.
How long does ROI usually take?
Many manufacturers recover their investment within 18 to 36 months depending on production volume and market demand.
Related Concrete Production Solutions
If you are planning a complete concrete production project, you may also be interested in:
- Concrete Batching Plant
- Mobile Concrete Batching Plant
- Stationary Concrete Batching Plant
- Twin Shaft Concrete Mixer
About Durable
Durable provides complete concrete mixing and batching solutions for customers worldwide.
Our product range includes:
- Planetary Concrete Mixers
- Twin Shaft Concrete Mixers
- Concrete Batching Plants
- Mobile Concrete Batching Plants
- Stationary Concrete Batching Plants
- Concrete Product Production Solutions
We help customers select equipment based on production requirements, product types, project goals, local conditions, and investment budgets.
Whether you are manufacturing blocks, pavers, precast products, or decorative concrete, our engineering team can help design the right solution for long-term profitability.
Contact Durable today for customized concrete mixing solutions.