 Durable Machinery
Durable MachineryGet Price
5 Common Problems in Gypsum Drying and Solutions?
A stable gypsum drying process is the difference between predictable profit and constant rework. Most production teams first suspect dryer power when output quality drops. Actual root causes are usually feed fluctuation, airflow mismatch, and weak control logic across the full line. In real B2B projects, five issues appear again and again: moisture instability, sticking and caking, low real capacity, rising energy cost, and quality drift in downstream products.
For teams selecting a new gypsum rotary dryer, or upgrading an existing line, this guide gives direct actions that can be applied on site without complex theory.

Table of Contents
- What Are the 5 Most Common Gypsum Drying Problems?
- Why Is Moisture Still High After Drying, and How Should It Be Solved?
- Why Do Sticking, Wall Buildup, and Caking Happen?
- Why Is Actual Capacity Lower Than Expected?
- Why Do Fuel and Electricity Costs Keep Rising, and How Can Costs Be Reduced?
- How Do Airflow and Temperature Parameters Affect Stability?
- What Is Different Between Natural Gypsum and FGD Gypsum Drying?
- Which Core Components Most Affect Uptime and Maintenance Cost?
- How Should Burner, Draft Fan, and Dust Collection Be Matched?
- What Daily Maintenance Actions Reduce Shutdown and Quality Fluctuation?
- Which Spare Parts and Consumables Should Be Prioritized?
- What Must Be Confirmed Before Buying a Gypsum Drying Solution?
- 2026 Latest Trends in Gypsum Drying
- FAQs
- Conclusion and Recommendations
- About Durable
What Are the 5 Most Common Gypsum Drying Problems?
Across different plants and feed types, the same five problems dominate: unstable outlet moisture, caking and wall buildup, low real throughput, high energy per ton, and inconsistent final product behavior. These issues are connected. A shift in one process node often triggers losses in another node. For example, unstable feed size increases drying inconsistency, then causes operator over-adjustment, then pushes energy use up.

That is why a gypsum dryer should be treated as one complete system rather than a single rotating drum. Screening, feeding, drying, airflow, dust collection, and discharge handling must be tuned together. In many lines, better results come from system balancing than from buying larger core equipment.
Quick Diagnostic Table
| Problem | Typical Root Cause | First Action | Practical Impact |
|---|---|---|---|
| Moisture swings | Feed moisture and size variation | Feedforward + feedback control | Stable product and fewer customer complaints |
| Caking/blockage | Wet fine powder + local cold zones | Improve lifting uniformity and thermal balance | Less shutdown time |
| High energy, low output | Air leakage + poor heat utilization | Heat balance audit and duct optimization | Lower unit production cost |
Practical Tips You Can Use
- If shifts perform differently: log feed moisture hourly and tie adjustments to measured trends.
- If caking repeats in the same zone: check local shell temperature and internal material curtain quality.
- If output stays low: verify full-line pressure and airflow before changing burner size.
Why Is Moisture Still High After Drying, and How Should It Be Solved?
High outlet moisture is usually a control-window problem, not a simple “insufficient heat” problem. Feed moisture and particle size can change fast, while operators often keep fixed inlet temperature settings. This creates lag and causes large same-shift fluctuation.
A practical fix is dual-loop control. First, use feedforward logic: online feed moisture adjusts feed rate and hot-air valve position. Second, use feedback trim: outlet moisture fine-tunes the thermal output. This structure responds quickly and avoids over-correction. Lines using staged control on a mineral dryer typically show tighter moisture variance than lines running fixed firepower logic.
Another critical point is staged temperature management. Gypsum drying does not behave as one flat evaporation curve. Running one aggressive setting across the entire drum often increases quality risk. Zone-based limits for temperature and residence time protect both moisture target and downstream material behavior.
Moisture Control Framework
| Control Layer | Monitor | Adjust | Value for Production |
|---|---|---|---|
| Feedforward | Feed moisture + feed rate | Feeder and thermal input ratio | Fast response to variation |
| Feedback | Outlet moisture | Fine thermal trim | Stable final moisture |
| Protection limits | Zone temperature + residence time | Alarm/interlock | Less over-drying risk |
Practical Tips You Can Use
- If moisture swings inside one shift: enable measured feed-based pre-adjustment before manual tuning.
- If average moisture stays high: narrow feed size distribution and reduce wet core carryover.
- If manual operations are unstable: apply trend-based SOP with fixed review intervals.
Why Do Sticking, Wall Buildup, and Caking Happen?
Caking often starts when high-moisture fine particles enter low-motion areas and local cold spots. A sticky nucleus forms first, then rolling action grows it into larger lumps. Repeated buildup eventually causes blockage and unplanned stops.
Many teams treat this as a liner material problem first, but the main drivers are usually process conditions: poor lifting pattern, uneven gas-solid contact, excess fines, and local thermal imbalance. Upstream feed conditioning matters a lot. Stable sizing from units such as a trommel screen can reduce caking risk before material even enters the dryer.
Thermal map checks are also essential. Cold zones often come from leakage or airflow dead pockets. Removing these conditions reduces adhesion risk more effectively than frequent hardware changes. In cost terms, a single major blockage event can exceed one month of preventive maintenance expense.
Why Is Actual Capacity Lower Than Expected?
When real output misses design output, the true bottleneck is often outside the main drum. Common constraints include feeder pulsation, draft imbalance, duct resistance increase, and dust-side loading. Increasing burner power without removing these limits often raises cost but gives little throughput gain.
Effective troubleshooting starts with full-line bottleneck mapping: feed continuity, pressure profile, gas velocity, internal contact quality, and discharge handling stability. In some plants, combining stable feeding through a vibrating feeder with balanced screening improves effective throughput more than thermal expansion projects.
Feed source changes can also reduce capacity over time. A line tuned for one moisture and particle profile may underperform when raw material characteristics shift. Setpoints should be retuned to current feed reality, not historical assumptions.
Why Do Fuel and Electricity Costs Keep Rising, and How Can Costs Be Reduced?
High energy cost with weak productivity growth usually points to low heat-utilization efficiency. Typical losses include false air leakage, airflow short-circuiting, weak gas-solid contact, and no useful tail-gas recovery path.

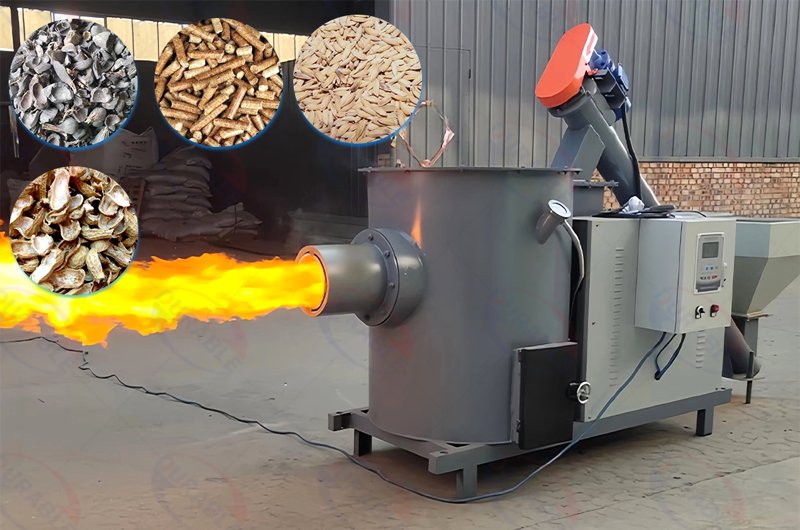
The right first step is a heat balance audit. Measure where energy enters, where it transfers, and where it leaks. Then close leakage points, optimize pressure differentials, and improve contact efficiency. In some retrofit projects, matching stable thermal supply from a biomass burner plus airflow correction gives faster payback than installing larger burners alone.
For KPI tracking, energy per ton of evaporated water is more useful than burner capacity rating. This metric exposes true process efficiency and supports cleaner investment decisions.
How Do Airflow and Temperature Parameters Affect Stability?
Airflow and temperature should be managed as one coupled system. High temperature without stable draft cannot deliver consistent moisture removal. High airflow with poor thermal profile can also damage product behavior.
A practical structure is zone-based control: inlet thermal window, mid-zone transfer target, and outlet trend stability. Draft pressure should stay stable to reduce false air entry and control thermal disturbance. For teams comparing dryer configurations such as a sand dryer route, this coupling logic is often the deciding factor for long-term stability.
Operator action quality is also important. Single-point readings can mislead decisions. Combined trend interpretation gives clearer signals and reduces over-adjustment events.
What Is Different Between Natural Gypsum and FGD Gypsum Drying?
Natural gypsum and FGD gypsum require different control windows. Natural gypsum is often coarser and relatively stable by source. FGD gypsum is commonly finer, wetter, and more variable, so caking risk is higher and operating margins are narrower.


FGD lines usually need tighter feed conditioning, stronger anti-caking strategy, and more precise airflow control. Endpoint settings should also match final product application. A “one parameter set for all products” approach creates quality drift and downstream performance risk.
Which Core Components Most Affect Uptime and Maintenance Cost?
Uptime is mostly shaped by bearing condition, sealing quality, alignment accuracy, and dust intrusion control. Failure patterns often come from combined stress: dust entry, thermal deformation, and misalignment under operating temperature.
Installation quality should include both cold-state and hot-state alignment verification. Key nodes need durable sealing strategy and practical monitoring. On critical points, online vibration and temperature monitoring reduces unplanned shutdown risk.
Risk-based spare planning is also essential. Stocking should follow downtime impact, not only part price. In many integrated lines, spare policy is linked to upstream/downstream constraints as well, including any connected conveyor belt transfer points.
How Should Burner, Draft Fan, and Dust Collection Be Matched?
Burner output, induced draft fan curve, and dust collector resistance must be matched as one operating envelope. If burner power rises without draft stability, process fluctuation increases. If dust resistance climbs too high, airflow drops and moisture control becomes unstable.
Multi-load commissioning is better than one-point acceptance. Testing at several operating loads confirms whether the line stays stable under real feed variation. This reduces operator intervention frequency and improves product consistency across shifts.
What Daily Maintenance Actions Reduce Shutdown and Quality Fluctuation?
Daily maintenance should be scheduled, simple, and trend-linked. Key checks include feed stability, pressure trend, local shell temperature profile, bearing condition, and seal integrity. Cleaning should focus on early buildup zones, not only visible blocked areas.
Quality fluctuation often appears before major failure. Warning signs include drift in outlet moisture variation, rising motor current, and unstable pressure behavior. Early response to these signs prevents larger losses and protects uptime.
Which Spare Parts and Consumables Should Be Prioritized?
Priority stock should be based on shutdown risk. Critical bearings, key seals, selected transmission parts, and dust-side consumables are typically top-level items. Reorder points should follow lead time and risk class.
This approach avoids two common problems: overstocking low-impact items and understocking high-impact parts. The result is lower emergency procurement cost and more predictable lifecycle spending.
What Must Be Confirmed Before Buying a Gypsum Drying Solution?
Before procurement, core parameters should be fixed in writing: feed moisture range, feed size distribution, target throughput, target outlet moisture, fuel type, power conditions, emission limits, and site layout constraints.
Supplier proposals should include mass and heat balance, control philosophy, utility assumptions, wear scope, acceptance criteria, and commissioning support boundaries. This creates a fair basis for comparison beyond headline equipment price.
2026 Latest Trends in Gypsum Drying
Three trends are shaping 2026 project decisions. First, online sensing and staged control are becoming standard in serious B2B plants. Second, buyers focus more on evaporated-water energy intensity than on burner nameplate size. Third, lifecycle-cost evaluation is replacing simple capex-only decisions.
These trends support better uptime, lower operating risk, and stronger return visibility from day one to long-term operation.
Latest Progress Snapshot
- Control trend: wider use of feedforward + feedback moisture control.
- Efficiency trend: stronger focus on leakage sealing and useful heat recovery.
- Procurement trend: more lifecycle scoring and less one-price decision making.
FAQs
Q1: How can high moisture after drying be fixed quickly?
Use feed-based pre-adjustment plus outlet-moisture feedback trim. Also keep feed size in a narrower range to reduce wet core carryover.
Q2: What is the most useful KPI for energy optimization?
Track energy per ton of evaporated water. This KPI reflects true process efficiency better than burner size alone.
Q3: Why does caking return even after liner replacement?
Because root causes are often process conditions, not liner material. Check fines ratio, lifting uniformity, cold zones, and airflow pattern first.
Q4: Is FGD gypsum harder to dry than natural gypsum?
Usually yes. FGD gypsum is often finer, wetter, and more variable, so control windows are tighter and anti-caking design is more critical.
Conclusion and Recommendations
Strong gypsum drying performance comes from system coordination, not isolated machine force. Stable feed control, staged temperature logic, balanced airflow, and leakage reduction are the foundation for moisture stability, lower caking risk, and better cost per ton.
For procurement or retrofit decisions, compare options by process fit, control depth, energy intensity, and maintenance risk. This method gives better long-term return than choosing by price alone.
About Durable
Durable is a B2B equipment manufacturer based in Zhengzhou, China, established in 2001. We provide gypsum drying equipment, mineral processing systems, and complete plant solutions with factory-direct supply and full-process support from design to after-sales service.