 Durable Machinery
Durable MachineryGet Price
How to Set Up a Stationary Concrete Batching Plant?
Large-scale infrastructure projects demand massive volumes of high-quality concrete. A stationary concrete batching plant fulfills this critical industry demand. This permanent facility combines aggregates, cement, water, and admixtures precisely. Industry experts prefer these structures over mobile units for continuous, high-volume production. Proper equipment selection and accurate civil engineering guarantee project success.
Table of Contents
- What defines a stationary concrete batching plant?
- What Core Concrete Plant Components Drive Production Efficiency?
- Belt Conveyor vs Skip Hoist: Which Feeding Method Suits Your Plant?
- How Does the Automated Batching and Mixing Workflow Operate?
- Which Projects Demand a Commercial Ready Mix Concrete Plant?
- How to Plan the Batching Plant Foundation Layout and Site Selection?
- What Are the Fatal Traps in Batching Plant Construction?
- What Are the Modular Design Batching Plant Installation Steps?
- How Does a Fully Automatic Control System Enable Efficient Operations?
- How to Build an Eco-Friendly Concrete Batching Plant?
- How to Calculate the ROI for a Stationary Concrete Batching Plant?
- Common Questions About Stationary Batching Plants
- Summary: Securing Your Concrete Production Future
- About Durable
- Build Your Next Project with Durable
What defines a stationary concrete batching plant?
A stationary concrete batching plant provides unparalleled stability and massive production capacity. Engineers fix these facilities to permanent concrete foundations. This fixed nature accommodates larger equipment, advanced automation, and superior environmental controls. Construction companies rely on these plants for continuous, long-term concrete supply.


Unlike a temporary mobile concrete batching plant, a stationary setup prioritizes extreme durability and high output. Manufacturers design these plants to operate flawlessly for decades. The permanent structure supports heavy-duty mixing engines and massive aggregate storage bins. This robust architecture enables the plant to produce thousands of cubic meters of concrete daily. High-speed rail projects, mega-dams, and urban skyscrapers require this exact level of sustained output. The stationary design also allows for comprehensive dust and noise enclosures. These enclosures help companies meet strict modern environmental regulations. Furthermore, stationary facilities achieve higher weighing accuracy due to stable, vibration-free foundations. This precision guarantees consistent concrete strength across all batches. Investors view these plants as long-term assets that anchor their commercial concrete businesses.
What Core Concrete Plant Components Drive Production Efficiency?
Premium concrete plant components determine the overall speed and reliability of production. The system includes material storage, precise weighing scales, and a central mixing engine. Each component must function seamlessly to prevent costly production bottlenecks.


A modern plant relies on synchronized subsystems to maximize production yield. Ground-level aggregate batchers handle sand and stone, while Bolted Silos keep cement and fly ash moisture-free. Screw conveyors and high-precision load cells ensure exact ingredient weighing and delivery. At the heart of the operation, the Twin Shaft Concrete Mixer uses dual rotating shafts to produce a homogeneous mix in under 60 seconds. Supported by pneumatic systems and a central control cabin, these integrated components ensure peak efficiency.
Belt Conveyor vs Skip Hoist: Which Feeding Method Suits Your Plant?
Choosing the right aggregate feeding method heavily impacts plant footprint and production speed. Plant owners must evaluate the belt conveyor vs skip hoist options carefully. Belt conveyors maximize continuous output, while skip hoists save valuable land space.
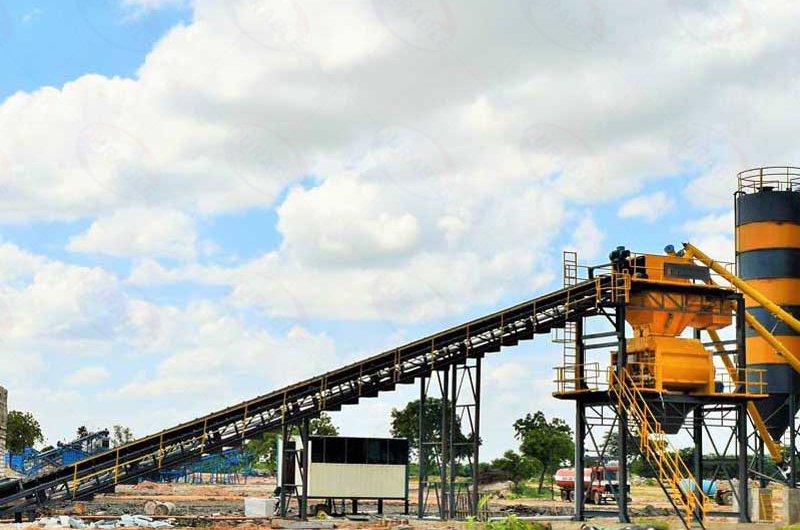

Feeding systems transport aggregates from the batcher to the central mixer. For HZS60–HZS240 models, conveyor belts provide maximum efficiency by ensuring a continuous flow that reduces batch cycle times, though they require a larger footprint due to their incline. In contrast, skip hoist systems (HZS25–HZS75) utilize vertical buckets, making them ideal for space-constrained urban sites. While skip hoists are more cost-effective initially, they offer lower maximum production capacities than belt-based systems.
| Feeding Method | Ideal Plant Capacity | Land Space Required | Production Efficiency | Primary Application Scenario |
|---|---|---|---|---|
| Belt Conveyor | High (60-240 m³/h) | Large Footprint | Very High (Continuous) | Commercial ready mix concrete plant, large dams |
| Skip Hoist | Medium (25-75 m³/h) | Small Footprint | Moderate (Batch by batch) | Urban construction, tight project sites, budget setups |
Practical Site Tips:
- Evaluate your land cost: Choose a skip hoist if urban land prices squeeze your budget.
- Prioritize output: Install a belt conveyor system if your contracts demand over 100 cubic meters per hour.
- Check maintenance access: Ensure technicians can easily reach the hoist motor or belt tensioners.
How Does the Automated Batching and Mixing Workflow Operate?
The concrete production workflow follows a strict, time-optimized sequence. It starts with precise material weighing and ends with rapid, intense mixing. Understanding this automated sequence helps operators identify inefficiencies and boost daily output.


The cycle begins with recipe selection, triggering the simultaneous weighing of aggregates via pneumatic gates, cement and fly ash via screw conveyors, and water and admixtures via dedicated scales. These materials are then fed into a twin-shaft compulsory mixer, where intensive churning produces uniform, high-strength concrete within 45–60 seconds. Finally, the hydraulic discharge gate opens, dropping the fresh concrete into a Concrete Mixer Truck, and the system immediately resets to prepare the next batch.
Which Projects Demand a Commercial Ready Mix Concrete Plant?
Massive infrastructure and continuous urban development require dedicated commercial ready mix concrete plants. These facilities supply the exact concrete volumes and specialized mixes that temporary site plants cannot handle. They act as the primary concrete source for entire regions.
Commercial ready-mix concrete plants operate as independent businesses, supplying multiple construction sites simultaneously rather than single projects. Large-scale suppliers utilize high-capacity stationary models (HZS120 or larger) for mission-critical applications. These include hydroelectric dams, where uninterrupted continuous pours are vital for structural integrity; airport expansions requiring durable runways; and indoor precast factories producing bridge girders and tunnel segments. To meet strict engineering demands, these plants leverage advanced weighing sensors and powerful mixing to guarantee precise quality control for every cubic meter.
How to Plan the Batching Plant Foundation Layout and Site Selection?
Scientific site selection and meticulous layout planning prevent operational nightmares. A well-designed batching plant foundation layout optimizes truck traffic and material handling. Proper planning dictates the long-term profitability of the entire concrete facility.
Effective planning begins with selecting a site near raw material quarries and major highways to minimize transport costs for sand, gravel, and cement. Once land is secured, engineers must design an efficient layout, prioritizing traffic flow. Implementing circular or “loop” patterns ensures that cement, aggregate, and mixer trucks move continuously without congestion. The layout must also accommodate large aggregate stockpiles with wide ramps for safe loading, and include adequate drainage systems—such as settling ponds—to manage wastewater from truck washout areas.
What Are the Fatal Traps in Batching Plant Construction?
Ignoring proper civil engineering practices creates fatal traps during plant construction. A weak foundation will literally destroy expensive concrete plant components. A strict batching plant construction guide emphasizes rigorous geotechnical surveys and robust concrete pads.
The most critical errors occur underground, often due to skipped soil testing. Without adequate bearing capacity, 100-ton silos can tilt, warping screw conveyors and compromising weighing accuracy. Additionally, poorly compacted loader ramps and inadequate drainage can lead to collapses and soil erosion. These issues, combined with the intense vibrations from the twin-shaft mixer, can eventually crack the foundation and destabilize the entire mixing tower. To avoid these costly disasters, builders must strictly adhere to the manufacturer’s reinforced, leveled concrete pad specifications and foundation blueprints.
What Are the Modular Design Batching Plant Installation Steps?
Modern equipment features a modular design batching plant structure for rapid installation. Erection teams follow a strict, bottom-up assembly process. This modular approach significantly reduces construction time and ensures tight structural integrity.
Modern plants utilize modular, pre-wired designs to significantly simplify field installation. The ground-up sequence begins by securing the aggregate batching machine to its foundation, followed by erecting the main tower columns and mounting the mixing platform and twin-shaft mixer. Once the core tower is stable, the feeding system—via skip hoist or conveyor—is connected. The process continues with the delicate lifting of cement silos and the attachment of screw conveyors to the weighing hoppers. Finally, electricians connect the pre-wired modules to the central control room. This systematic approach ensures structural alignment and accelerates the commissioning phase.
How Does a Fully Automatic Control System Enable Efficient Operations?
A fully automatic control system acts as the intelligent brain of the modern concrete plant. It eliminates human calculation errors and accelerates batch cycles. This PLC batching system ensures every batch meets exact structural engineering standards.
Modern facilities have replaced manual mixing with fully automatic, PLC-driven control systems. Operating from an air-conditioned control room, technicians can select specific concrete “recipes” with a single click. The system automatically manages the weights of sand, cement, water, and additives, utilizing real-time load cell monitoring to decelerate material flow for pinpoint accuracy. Additionally, by dynamically adjusting for sand moisture, the system ensures the precise water-to-cement ratio essential for high-strength concrete. This automation significantly reduces labor costs while guaranteeing superior product consistency.
How to Build an Eco-Friendly Concrete Batching Plant?
Strict environmental regulations force plant owners to adopt green production technologies. An eco-friendly concrete batching plant encapsulates noise and captures airborne dust effectively. These modern plants protect local communities and eliminate hazardous emissions.
Modern engineering has transformed traditional, high-pollution batching plants into clean, eco-friendly facilities. Noise is mitigated through structural encapsulation, using heavy-duty steel cladding to wrap the mixing tower and conveyors. Dust is controlled by high-efficiency baghouse collectors installed on silos and the mixer; these create a negative pressure vacuum that captures airborne particles and recycles them back into the production process. Additionally, zero-discharge water recycling systems filter and reuse gray water from truck washing, saving millions of liters of fresh water annually.
How to Calculate the ROI for a Stationary Concrete Batching Plant?
Investors must calculate a clear Return on Investment (ROI) before purchasing equipment. A thorough ROI analysis compares initial capital expenditures against projected production capacities. High-quality plants minimize downtime, which accelerates the break-even point significantly.
Establishing a commercial ready-mix plant requires substantial capital for equipment, land, and infrastructure. While revenue is driven by production capacity—such as an HZS120 producing 120 m³/h—profitability depends on efficient management of material and operating costs. Crucially, equipment reliability is the primary driver of ROI; investing in premium components (e.g., robust mixer liners and reliable PLCs) prevents the costly downtime and wasted batches associated with cheaper alternatives. For a busy supplier operating 8–10 hours daily, a reliable plant can typically recover its initial equipment investment within 12 to 18 months.
Common Questions About Stationary Batching Plants
Question 1: What is the main difference between HZS60 and HZS75 concrete plants?
The HZS60 uses a conveyor belt to feed aggregates and produces 60m³/h. The HZS75 uses a skip hoist bucket system and produces 75m³/h. The belt system provides smoother continuous feeding, while the hoist saves land space.
Question 2: How accurate is the fully automatic control system?
A high-quality fully automatic control system uses precision load cells to achieve remarkable accuracy. It typically weighs aggregates within ±2% accuracy and cement/water within an ultra-precise ±1% accuracy.
Question 3: Can I upgrade a standard plant to an eco-friendly concrete batching plant later?
Yes, you can retrofit standard plants. Technicians can install exterior cladding for noise reduction and add supplementary baghouse dust collectors to existing silos to meet newer environmental standards.
Summary: Securing Your Concrete Production Future
A robust stationary concrete batching plant acts as the powerful heart of any major construction enterprise. Understanding core concrete plant components helps you choose the right feeding system and mixing engine. Following a strict batching plant construction guide prevents disastrous foundation failures. By integrating a fully automatic control system and environmental protections, you establish a highly profitable, eco-friendly concrete batching plant. These strategic decisions guarantee decades of reliable, high-volume concrete production.
About Durable
Established in 2001, Durable Machine manufactures premium concrete and construction equipment. We specialize in providing comprehensive B2B solutions for global clients. Our advanced stationary concrete batching plant systems feature durable twin-shaft mixers and intelligent automation. We engineer our equipment to deliver maximum efficiency and rapid return on investment.
Build Your Next Project with Durable
Do you need to configure a high-capacity concrete plant for your next mega-project? Contact Durable Machine today. Our engineering team provides detailed layout designs and equipment recommendations to maximize your concrete production efficiency.