 Durable Machinery
Durable MachineryGet Price
The Ultimate Guide to Choosing the Right Wood Chip Dryer for Biomass Production
Choosing a wood chip dryer is not only a machine decision. It is a full production decision that affects pellet quality, fuel cost, labor pressure, and long-term uptime. In real projects, the best results come from starting with moisture targets and feedstock behavior, not from choosing rotary, belt, or flash type first. This guide explains how I evaluate moisture range, worst-case raw material, heat source, control logic, safety design, and total lifecycle cost before final selection. If you run a biomass line, these steps help you avoid unstable output and hidden operating losses.
Table of Contents
- What Is the Core Role of a Wood Chip Dryer in a Biomass Line?
- How Do Moisture, Particle Size, and Impurities Affect Drying Performance?
- How Should Rotary, Flash, and Belt Dryer Types Be Selected?
- Which Specification Matches Your Capacity Demand?
- How Does Heat Source Choice Affect Cost and Compliance?
- Which Configurations Most Affect Stability?
- Why Can Two Same-Capacity Offers Have Very Different Prices?
- How Do I Calculate Total Investment and Cost per Ton?
- How Do I Balance Capex and Long-Term Energy Cost?
- What Value Does Automation Bring to Output and Labor Return?
- What Should Be Confirmed in Commissioning, Training, and Service?
- Why Do Spare Parts and Lead Time Decide Long-Term Risk?
- How Can Real Cases Validate a Supplier Plan?
- What Technical Parameters and Acceptance Standards Must Be Locked Before Purchase?
- How Can One Checklist Select the Highest-Value Solution?
- FAQs
- Conclusion and Recommendations
- About Durable
What Is the Core Role of a Wood Chip Dryer in a Biomass Line?
The dryer is the moisture stabilizer of the whole line. A pellet press can only run smoothly when feed moisture stays in a narrow band. So the real job of a biomass production line drying system is not only “drying enough,” but “drying consistently.” I focus on output moisture stability first, because stable feed usually creates better pellet durability and fewer downstream interruptions than chasing maximum nameplate throughput.
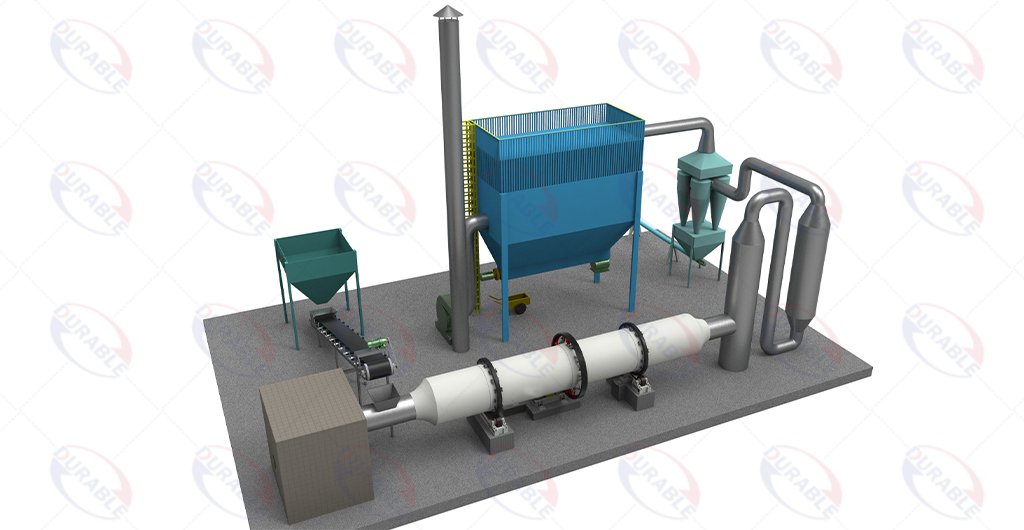
In plant design, I treat the dryer as a system node linked to pre-screening, milling, pressing, and cooling. When moisture drift is high, press load swings, fines rise, and production planning becomes unstable. That is why moisture control quality often has a bigger business impact than simple dryer size.
How Do Moisture, Particle Size, and Impurities Affect Drying Performance?
Raw material condition decides how much control difficulty you will face. Feed moisture range, particle size distribution, bark ratio, and contaminants can all change drying behavior. I always evaluate worst-month conditions, not average-month values. Projects sized on average chips often fail in rainy weeks, exactly when demand is high.
Particle size spread is especially important. Too many fines can dry too fast and raise scorch risk. Oversized chips may keep wet cores and cause unstable outlet moisture. A stable stream usually needs front-end screening and oversize recirculation. In practice, adding a vibrating screen or trommel screen before drying can improve moisture consistency with limited extra cost.
How Should Rotary, Flash, and Belt Dryer Types Be Selected?
Dryer type should match risk profile, not marketing language. A wood chips dryer in rotary form is usually robust and tolerant of mixed chips, but outlet moisture spread can be wider in some conditions. Belt systems often provide gentler and more uniform drying with lower fire risk in certain setups, but they can require higher capex and larger footprint. Flash or airflow-style concepts can be fast, but feed preparation requirements are stricter.



The right choice depends on your tolerance for moisture variation, fuel cost sensitivity, maintenance capability, and site constraints. I compare options using the same feed envelope and same output tolerance. This makes proposals truly comparable and avoids selection bias from unmatched test assumptions.
Which Specification Matches Your Capacity Demand?
Capacity matching should be based on worst-case feed conditions, not brochure conditions. I calculate air volume, heat duty, and residence time for high-moisture periods, not dry-season averages. This protects production during difficult months and reduces surprise bottlenecks after startup.
I also align drying capacity with upstream and downstream limits. A dryer oversized against hammer mill, pellet press, or cooler reality creates control trouble instead of value. Over-drying can increase fines and reduce pellet durability. Under-drying can choke press throughput. System matching as one process is the only reliable way to stabilize output and economics.
How Does Heat Source Choice Affect Cost and Compliance?
Heat source decisions influence both operating cost and product risk. In many lines, direct furnace gas can be cost-effective, but poor gas quality may carry ash or char, which can increase fouling, hotspots, and contamination risk. If direct firing is used, gas cleaning and temperature control should be designed early.
A biomass burner can offer strong fuel flexibility, while gas or steam systems may provide cleaner control in some applications. Indirect systems often cost more upfront but can protect product quality and uptime. I evaluate heat source using fuel availability, emission limits, quality tolerance, and maintenance capability, not fuel price alone.
Which Configurations Most Affect Stability?
Stability usually depends on airflow balance, temperature control architecture, residence-time flexibility, and leakage management. Manual operation alone cannot hold tight moisture output when feed changes hourly. I use feed-forward signals from incoming moisture and feed rate, then close the loop with outlet moisture or outlet temperature feedback.
Residence-time flexibility is another long-term advantage. Seasonal feed shifts, mixed species, and bark ratio changes require adjustable process windows. A dryer that can operate efficiently across a wide turndown range protects output quality over years, not only during commissioning.
Why Can Two Same-Capacity Offers Have Very Different Prices?
Price gaps often come from boundary differences, not pure margin differences. One offer may include stronger controls, better sealing, safer fire and explosion protection, easier maintenance access, and stronger service scope. Another may show lower capex but leave critical systems as options.
I compare proposals by defined feed envelope and guaranteed performance terms. Without that, two “equal capacity” systems are not truly equal. In many projects, lower initial price turns into higher lifecycle cost when energy use, downtime, and maintenance labor are included.
How Do I Calculate Total Investment and Cost per Ton?
A practical model includes capex, installation, utilities, labor, maintenance, wear parts, and downtime impact. For efficiency comparison, I focus on energy per ton of evaporated water, not installed burner power alone. This reveals true thermal performance and exposes oversized or inefficient solutions.
Total investment also includes auxiliary systems, ducting, fan power, controls, and safety devices. I avoid underestimating these items because they often decide real operating performance more than the core drum body.
How Do I Balance Capex and Long-Term Energy Cost?
The best decision is rarely the cheapest purchase. I compare lifecycle cost scenarios over realistic operating hours and fuel assumptions. A system with better sealing, stronger controls, and heat-use efficiency often pays back quickly even with higher initial price.
Small technical details can produce large operating gains. For example, leakage control, stable draft, and balanced duct layout can reduce fuel cost without changing the main dryer hardware. In some upgrades, this approach beats immediate expansion in payback speed.
What Value Does Automation Bring to Output and Labor Return?
Automation affects real-world performance more than many teams expect. Feedstock quality changes constantly, so static manual settings create frequent moisture drift. With feed-forward plus feedback control, the system responds faster and keeps outlet moisture tighter.
This usually improves pellet press stability, reduces off-spec material, and lowers operator intervention. Labor becomes more focused on supervision and optimization instead of constant emergency adjustments. In many lines, control architecture is the fastest path to lower fuel use and better throughput consistency.
What Should Be Confirmed in Commissioning, Training, and Service?
Commissioning scope should include full-load and part-load validation, not one-point acceptance. I ask suppliers to prove stability across the defined feed envelope and ambient conditions. Training should cover control logic, alarm response, moisture trend interpretation, and safe shutdown practice.
Service clarity is also critical. Response time, parts lead time, remote support capability, and planned maintenance guidance should be written in clear terms. Easy maintenance access to bearings, seals, and internal inspection points saves many downtime hours over the first operating years.
Why Do Spare Parts and Lead Time Decide Long-Term Risk?
Spare strategy should be risk-based, not price-only. A low-cost spare that fails often or arrives late can create major production loss. I classify parts by shutdown impact and lead time, then set stock levels accordingly.
Critical items usually include seals, bearings, selected drive components, and control sensors. The objective is simple: prevent unplanned stops and keep maintenance predictable. Cheap procurement without risk planning often becomes expensive quickly.
How Can Real Cases Validate a Supplier Plan?
Case review should focus on boundary match, not only headline numbers. I look for projects with similar feed moisture range, particle profile, output tolerance, climate conditions, and fuel type. If boundary conditions are different, performance claims may not transfer.
I also ask for operating data trends: outlet moisture variance, specific energy per evaporated ton, downtime frequency, and maintenance workload. These indicators reveal whether a design is robust or only optimized for short acceptance tests.
What Technical Parameters and Acceptance Standards Must Be Locked Before Purchase?
Contract terms should lock performance guarantees to a clear feedstock envelope. I always define incoming moisture range, particle size range, impurity level, ambient condition range, target outlet moisture tolerance, and specific energy limits.
Acceptance tests should include repeatability criteria, not single-run pass/fail logic. Without these boundaries, a project may “pass test” yet still deliver unstable economics in routine operation. Clear boundary-linked guarantees protect both technical and business outcomes.
How Can One Checklist Select the Highest-Value Solution?
A strong checklist keeps decisions objective. I score each option on moisture stability, worst-case capacity, energy intensity, safety design, maintenance access, automation depth, service reliability, and spare lead time.
For new plants with uncertain feed supply, staged or modular capacity can reduce risk better than one-shot oversizing. This protects cash flow, shortens commissioning pressure, and allows expansion after feedstock quality and volume are proven.
Practical Selection Table
| Evaluation Topic | What to Check | Good Signal | What It Means for You |
|---|---|---|---|
| Moisture control | Feed-forward + feedback design | Tight outlet band under changing feed | Stable pellet line performance |
| Energy efficiency | Specific energy per evaporated ton | Lower, verified multi-load value | Lower long-term operating cost |
| Maintainability | Access + planned man-hours | Short and clear maintenance routine | Higher uptime and lower labor burden |
FAQs
Q1: How do I reduce wood chip moisture content reliably?
Start with feed envelope control and dual-loop automation. Keep particle size distribution stable and avoid large seasonal parameter drift.
Q2: What is the best heat source for biomass dryer heat source selection?
There is no universal best. Choose by fuel availability, gas cleanliness, emission limits, and product quality risk tolerance.
Q3: How should wood chip dryer energy consumption be compared?
Use energy per ton of evaporated water and include fan power, leakage loss, and heat recovery effects in the same boundary.
Q4: Why is wood chip dryer maintenance so important for profitability?
Maintenance access and lead-time planning directly affect downtime. Lower downtime often creates more value than small purchase-price savings.
Conclusion and Recommendations
The highest-return wood chip dryer selection starts from target moisture and feedstock envelope, then matches dryer type, heat source, controls, safety, and maintenance strategy around that reality. Worst-case design conditions, not average conditions, should guide capacity sizing. Specific evaporation energy, not burner power alone, should guide efficiency comparison.
If you are buying now, lock guarantees to clear feed and ambient boundaries, and compare proposals using lifecycle metrics. This method reduces risk, protects output quality, and gives stronger long-term economics for your biomass production line.
About Durable
We are Durable, a B2B equipment manufacturer based in Zhengzhou, China. We provide biomass drying equipment and integrated process solutions across drying, handling, and downstream production support. Our team supports design, manufacturing, commissioning, and after-sales service with factory-direct delivery and practical operating focus.